































RESOURCES | post
Category: Refining
In the world of crude distillation unit (CDU) operations, maintaining optimal overhead temperatures is critical. Traditional safety factors, like the longstanding +10°C (+18°F) margin above the Salt Point and +20 °C (+36°F) margin above the Water Dew Point have been standard practice for decades. However, advancements in modeling technology provide an opportunity to reassess these safety factors, potentially unlocking significant profit improvements, cost savings and operational efficiencies.
The legacy safety factor: A brief history
Historically, the +10°C and +20°C safety factors were established in an era when the Salt Point and Water Dew Point temperatures were provided infrequently, often conducted on a monthly or quarterly basis by chemical suppliers, typically without using advanced methods of measurement. This conservative buffer ensured that operations remained safe and prevented corrosive salt formation in overhead systems. However, this margin was born out of necessity rather than precision, leading to potentially missed profits, higher operating costs, and energy consumption.
Advancements in refinery corrosion prevention
The OLI Mixed Solvent Electrolyte (MSE) model, developed in the early 2000s, replaced the 1990s industry standard Shell ionic model, integrating calculations of water dew points, solid salt formation temperatures, and ionic slurry formation temperatures into a single thermodynamic framework.
The Shell model, developed with assistance from OLI, calculated water dew points and salt formation temperatures separately. It handled water vapor-liquid equilibrium (VLE) reactions and salt vapor-solid equilibrium (VSE) reactions independently. However, it couldn’t simultaneously solve for complex multiple equilibria involving multiple amines and nitrogen-based compounds reacting with HCl and other acidic species, nor could it account for their partitioning between phases as realistically as required for a CDU overhead system.
The MSE model overcomes these limitations, offering a more rigorous and integrated approach based fully on first-principles. This advancement was supported by a joint industry project (JIP) involving major oil companies, including BP, Shell, Total, Chevron, ExxonMobil, Petrobras, Aramco and others, aimed at improving data on amines and mitigating corrosion due to amine hydrochloride salts.
The project began in 2007, with Phase II starting in 2017, focusing on refining and expanding the data. The MSE model remains the only model capable of accurately predicting water dew points, solid salt formation temperatures, and ionic slurry formation temperatures or Ionic Dew Point (IDP), providing refiners with critical information to prevent corrosion in overhead systems.
Importance of Ionic Dew Points
OLI Flowsheet: ESP and OLI Studio: Stream Analyzer can be used to calculate the IDP and salt points of CDU overhead systems.
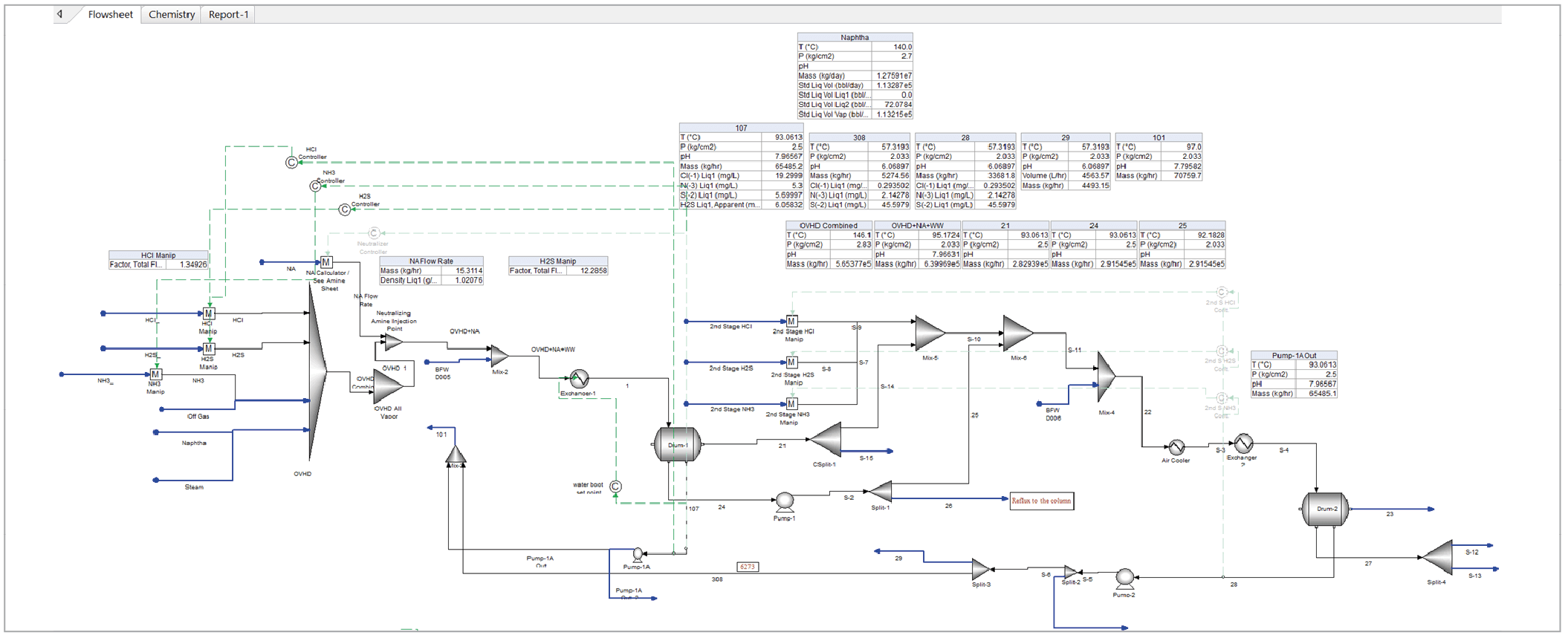
It is important to know/calculate the IDP as this can often be higher than the ammonium chloride (NH4Cl) salt point. The below OLI Flowsheet: ESP simulation was used to calculate the IDP and salt point of the CDU overhead.
Zooming into the IDP and Ammonium Chloride calculation, we see the IDP of 145°C is higher than the NH4Cl salt point of 115°C.
If the refinery was only concerned with the NH4Cl salt point and was not calculating or concerned about the IDP, then they might be tempted to simply run the overhead at a temperature of +14 °C (or +25°F) above the salt point. However, running at this overhead temperature of 129°C would still run into the risk of corrosion from the IDP.
Zooming into the IDP and Ammonium Chloride calculation, we see the IDP of 145°C is higher than the NH4Cl salt point of 115°C.
If the refinery was only concerned with the NH4Cl salt point and was not calculating or concerned about the IDP, then they might be tempted to simply run the overhead at a temperature of +14 °C (or +25°F) above the salt point. However, running at this overhead temperature of 129°C would still run into the risk of corrosion from the IDP.
How Hot?
If we encounter a scenario in which the IDP is slightly higher than the ammonium chloride salt point, the question then becomes how much hotter could or should the overhead temperature be run. Being too concerned about the salt point and running the overhead temperature much higher than necessary may mean lost profit.
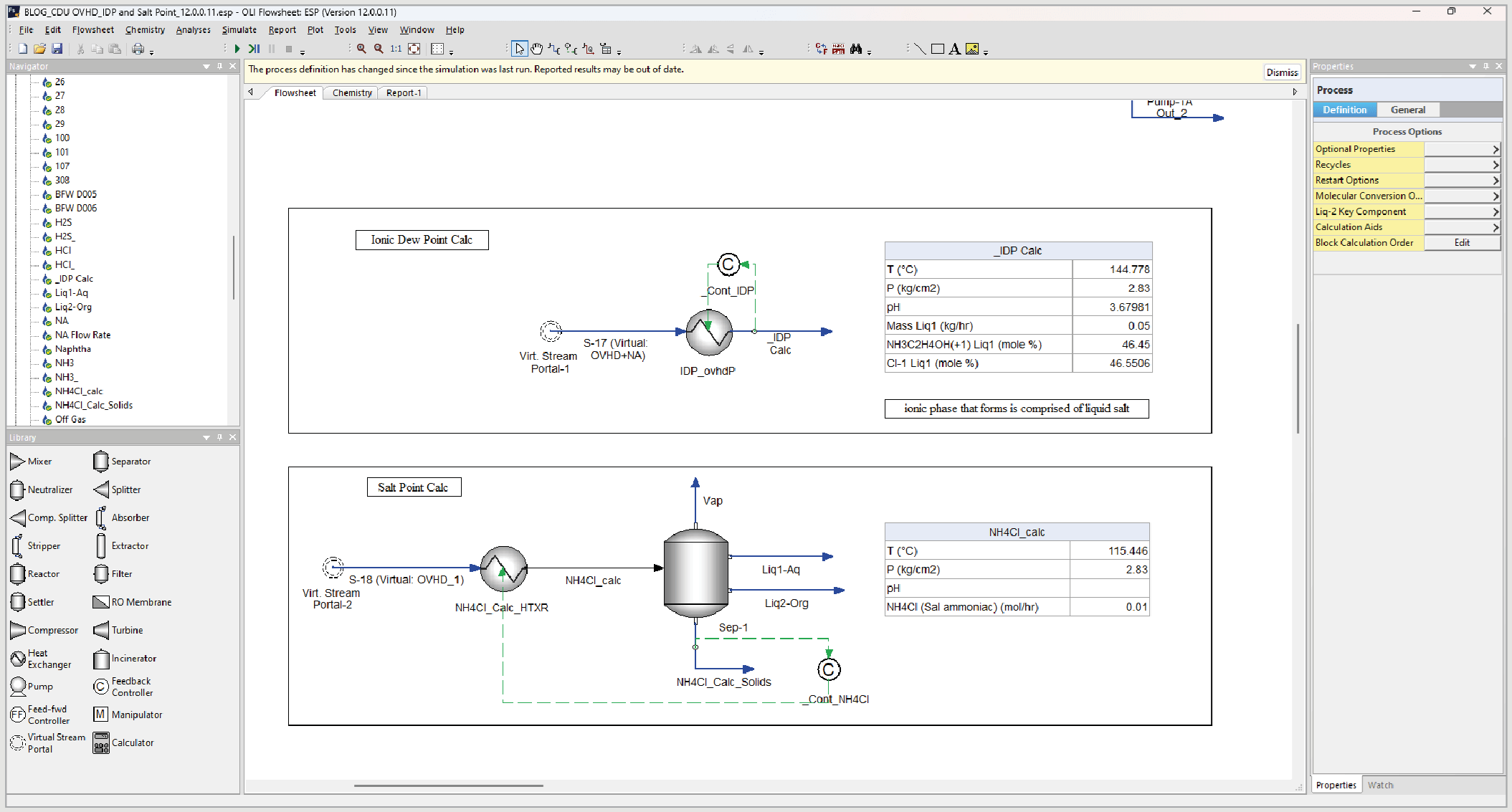
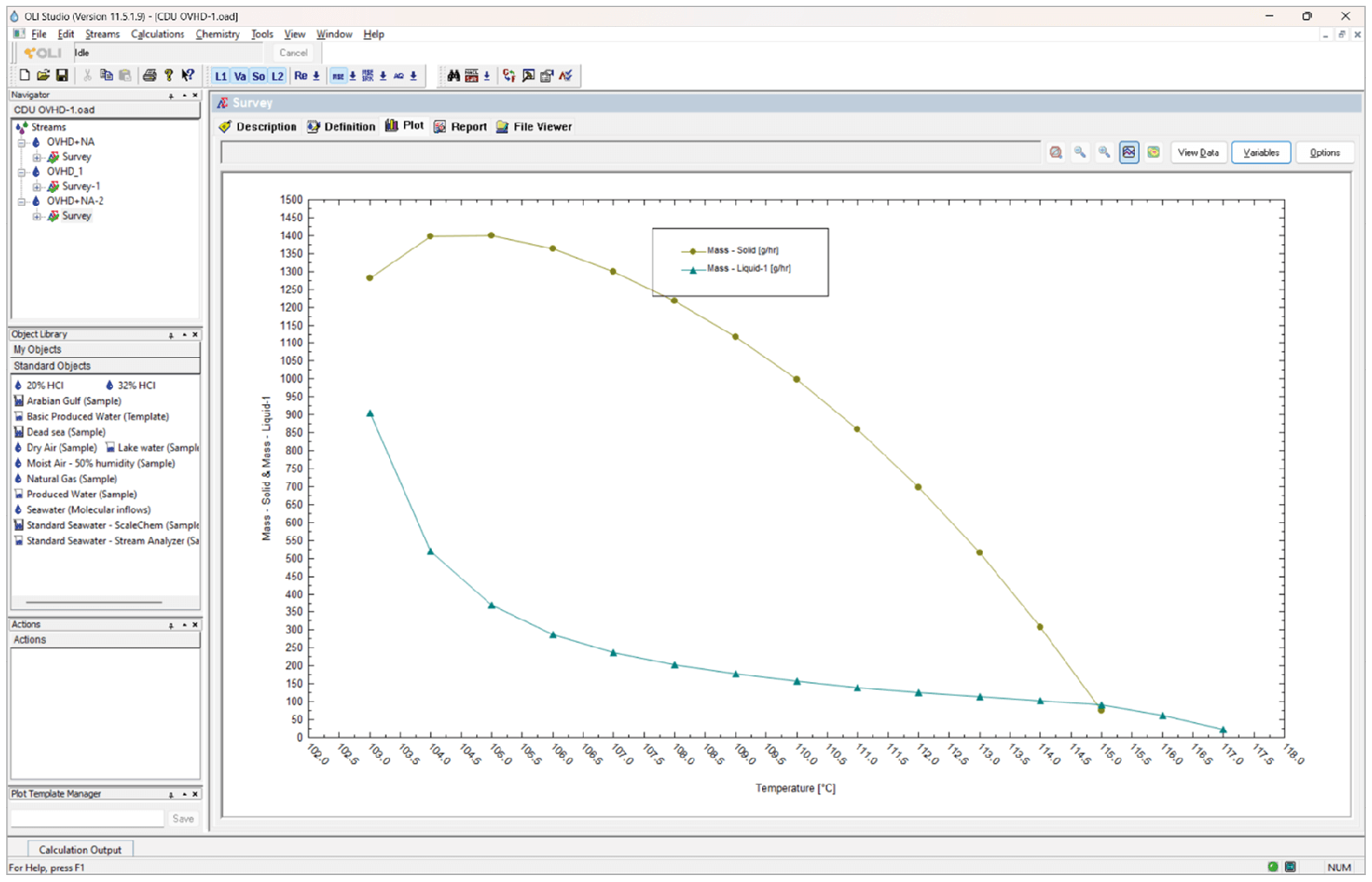
In the screenshot above, using OLI Studio: Stream Analyzer, we see the IDP at 117°C and the ammonium chloride salt point at 115°C.
If the tower top temperature is run at 129°C, we are above the IDP and salt point. We may be able to run slightly cooler to capture more profit.
Running 5°C above the IDP means we could run the tower top at 122°C instead of 129°C. This 7°C difference may translate to profit for the refinery while still maintaining proper corrosion control.
Salt Point: Old Shell/OLI Calculated Temperature. This is the temperature at which the pure component solid salt forms with HCl and the Neutralizing amine or ammonia – in the absence of water or any other contaminants.
Ionic Dew Point: New OLI Calculated Temperature, developed during the CDU Overhead Corrosion JIP. This is the temperature at which a salt forms when a neutralizing amine is injected directly into an Crude Atmospheric Tower overhead vapors stream. The salt that forms is a low melting point salt, and therefore, forms in the molten state (also known as slurry) – this is an ionic phase where the solvent is the molten salt, hence the “Ionic” Dew Point. Note that OLI calculates this formation temperature in the presence of Hydrocarbons, Water and Contaminant load of the overhead.
Water Dew Point: Temperature at which an aqueous phase starts to form. In this “ionic phase” water is the solvent (not the molten salt). In the old Shell/OLI model, OLI calculated this temperature in the presence of contaminants. In the New OLI model, this temperature is calculated in the presence of all possible phases as a single calculation.
OLI SYSTEMS IN ACTION: A case study based on profitability of reduced temperature
A USA based refinery had the opportunity to capture increased refinery profitability by increasing their jet fuel production due to market demand. However, the refinery was already operating at the lowest atmospheric tower overhead temperature allowed by the Integrity Operating Windows that had been set, and adopted, many years ago.
The refinery calculated the value of lowering the overhead temperature by 1°C (2°F) to identify potential profit improvements. The refinery’s CDU processes 99,683 BPD of a crude blend and produces, out of the Atmospheric Column, the following products in BPD:
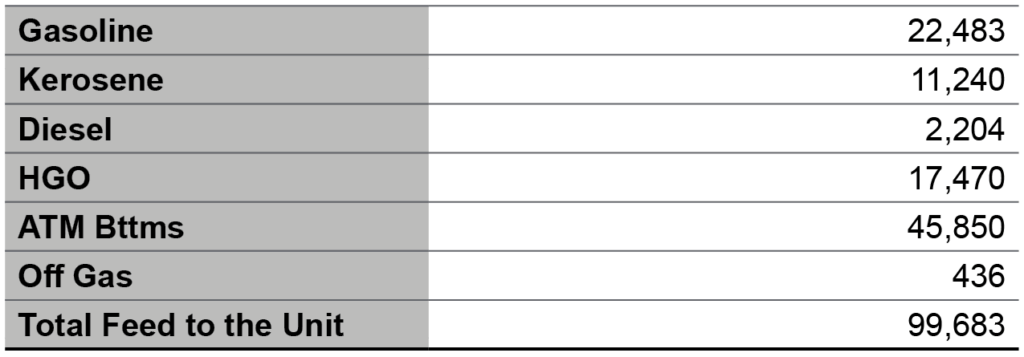
The process team ran their refinery-wide models to understand the financial impact of lowering the Overhead Column Temperature by 1°C and produced the following Results (in BPD), Prices in USD, with the assumptions below:
- Maintained the Diesel and HGO production targets, changes to cut points are assumed to be fixed through blending.
- As seen historically at this plant, for the atmospheric bottoms (resid) the team assumed a 16% conversion of ATM Bottoms to Coker Gasoline, priced at gasoline prices.
- 55% conversion of ATM Bottoms to HCGO and LCGO, which would both convert to Diesel. This assumption is overly optimistic yet conservative, as it “reduces” the total profit gains.
- Off Gas (Refinery Grade Gas – RGG) it is set to propane prices. This RGG is a Propane Propylene Mix that may be valued 25 to 50% higher. The decision to maintain the price low was made to maintain a conservative profit improvement.

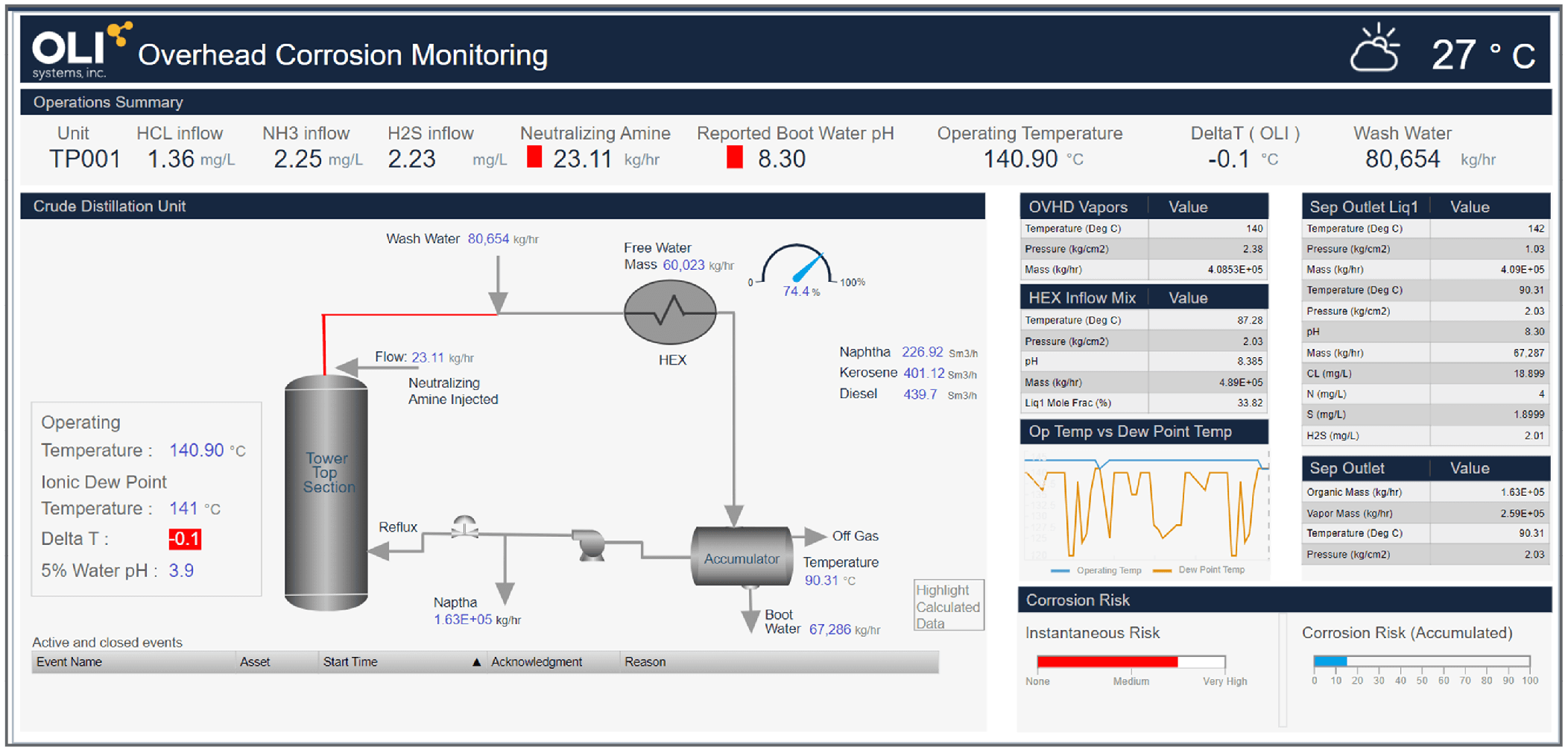
The Refinery calculated the benefit of lowering the crude atmospheric tower overhead temperature by 1°C to be $2.8 MMUSD per year due to the increase in Kerosene (jet fuel) production.
However, to obtain this benefit, the process team needed to show that the unit could operate below the long-established lower operating temperature limits. The team used OLI Systems’ powerful MSE Thermodynamic Engine for Salt Point and Ionic Dew Point calculations to identify the actual lowest, safe overhead operating temperature.
The team identified that the salt points and IDP temperatures were 8°C (15°F) lower than the established, old, calculated values. The team recalculated new limits for NH3, H2S, and Cl– in the overhead system to optimize the neutralizing amine injection, aiming to maintain the recommended boot water pH. Additionally, the water dew point pH was optimized to prevent high corrosion rates. Finally, the team developed a wash water rate operating envelope for their overhead system to ensure proper washing and salt dilution, trying to maintain the free water formed at 25 wt% of the water injected.
Once these studies were performed and the new limits established, the refinery felt comfortable enough to lower the atmospheric tower’s overhead temperature to capture this additional profit.
Another benefit experienced, and not accounted for initially, was the ability to process more opportunity crudes now that they had the tools to assess the impact to the unit’s reliability as crude slate changes.
The New Approach: Automated Ionic Modeling
OLI Systems, using the MSE model, now offers a transformative solution: automated ionic modeling. By providing real-time salt and water dew point temperature data, OLI enables operators to fine-tune their overhead operating temperatures with unprecedented accuracy. This shift from periodic updates to continuous monitoring allows for a significant reduction in the safety factor, thereby optimizing operational efficiency.
The Benefits of Reducing the Safety Factor
- Enhanced Product Value: Operating at lower temperatures can improve the quality and value of the products
- Windows of Opportunity: Flexibility in overhead temperatures allows operators to swing production as market conditions change and opportunities arise to “swing” product focus.
- Energy Savings: Lowering the operating temperature directly translates to energy cost reductions. In an industry where energy consumption is a major expense, even small temperature adjustments can result in substantial savings.
- Environmental Impact: Reduced energy consumption also means lower greenhouse gas emissions. This aligns with global efforts to mitigate climate change and enhances the sustainability profile of the refinery.
Considering a 100,000 BPD CDU each –1°C temperature reduction implies 8.3 giga BTU/year saving with 1.2 MP of GHG emission reduction.
Technical Insights: Addressing the Challenges
While the benefits are clear, implementing this change requires a deep understanding of the underlying challenges:
- Calculation Methods: Traditional methods, such as the Antoine Equation for Water Dew Point (WDP) and the Vapor Solid Equilibria (VSE) for Salt Point (SP), often overestimate these parameters. This leads to unnecessarily high-top temperatures in the distillation towers.
- Acidic Water Condensation: Refiners must avoid acidic water condensation in Tower Top Trays, which remain unprotected due to the absence of neutralizing amine injections. The gap between WDP and Tower Top temperature is crucial here.
- Neutralizing Amine Injection: The introduction of a neutralizing amine near the Tower Top Temperature creates a narrow operating window. This precision is critical to avoid corrosion while maintaining efficiency.
Embracing Innovation
It’s time for the refining industry to embrace this innovative approach. By challenging the traditional rules of thumb with scientific precision, refiners can unlock new levels of efficiency and profitability. OLI Systems is at the forefront of this transformation, offering tools and expertise to help operators navigate this transition seamlessly.
Revolutionizing CDU Overhead Operations for Profit, Efficiency and Sustainability
Automated ionic modeling represents a paradigm shift in CDU overhead operations. By reducing the historical safety factor, refiners can achieve increased profitability, enhance product value, achieve significant energy savings and contribute to environmental sustainability.
For more insights and to discuss how automated ionic modeling can benefit your operations, reach out to our team at OLI Systems. Together, we can build a more efficient and sustainable refining industry.





